JCO INTERVIEWS
Arthur J. Wilcock, Jr., on Orthodontic Wires
DR. P.C. KESLING What is the present thinking in Australia about orthodontic archwire properties?
MR. WILCOCK The current philosophy being projected by many Australian orthodontists is to employ extremely light forces to facilitate optimum tooth stimulation. This has engaged our company in several research projects to provide suitable materials.
Ideally, these materials should in addition to resisting the forces of occlusion provide a light, continuous force over large displacements without undergoing permanent deformation. As with our established range of high-tensile wires, they should also possess good formability, biocompatibility, and zero stress relaxation properties. However, these demands invariably involve a compromise due to several metallurgically opposing properties flexibility, formability, and hardness.
The implementation of these high-tensile wires involves a considerable degree of tool design expertise in the forming of orthodontic appliances. Conventional tooling is generally unsuitable for materials that possess low izod impact resistance properties compared to commercial stainless steel wires. The same applies to wire-forming by hand.
DR. P.C. KESLING Do you find that orthodontists in general can bend your hardest wires without breakage?
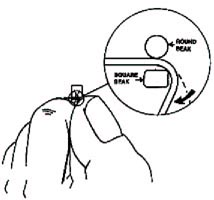
MR. WILCOCK Yes, but improper instruction can be at fault for those who have problems. I saw a book written in Europe that showed improper wire-bending procedures bending around the round beak, and rotation of the pliers themselves during bending. The only pliers that should be used are the Begg lightwire type, preferably not tungsten-carbide-tipped. Loops and circles should be formed only around the square beak with no sharp edges (Fig. 1). If this advice is adhered to, then the frequency of breakage will be very small indeed, and full advantage can be taken of the wire's excellent metallurgical properties for use in orthodontics.
DR. P.C. KESLING The importance of proper bending procedures cannot be overstressed especially the tightness with which the wire is gripped. I had a lightwire plier modified nearly 30 years ago and gave it to students who were having trouble with wire breakage (Fig. 2). The pressure of their tight grips was expended on the end of the set screw behind the hinge, and suddenly they could bend the hardest wires with ease.
DR. C.K. KESLING What would you consider to be the most important properties in the production of orthodontic wires?
MR. WILCOCK Flexibility (elastic strain) and resiliency (energy stored per unit volume). For all materials that obey Hooke's Law for elastic bodies, these parameters are related mathematically by the expressions:
[show_img]484-jco-img-f1.jpg[/show_img]
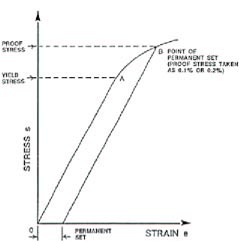
It is obvious from these expressions that from a production consideration the material yield stress should be as high as possible, or elastic modulus as low as possible, or both (Fig. 3).
The traditional approach to the magnitude of elastic deflection has always been--and still is to a major extent--through varying the archwire cross-section dimensions, because the deflection varies inversely to both the elastic modulus and the second moment of area about the axis of bending. We have always tried to manufacture stainless steel in a range of sizes with the highest proof stresses possible in conjunction with formability. This means that flexibility and resiliency have been maximized while maintaining the desirable orthodontic property of zero stress relaxation at a variety of force levels. Nevertheless, the current attention to low-modulus materials for improved flexibility led us into developing titanium alloys in fine wire form.
DR. P.C. KESLING Which alloys have you worked with?
MR. WILCOCK The first was titanium 15% molybdenum, room-temperature beta-stabilized titanium, supplied in heavy-gauge wire form by Imperial Metals in the United Kingdom. Drawing the alloy was not a problem. However, we found that during the solution heat treatment, the wire readily absorbed traces of oxygen present in the argon-bled furnace chamber, resulting in a rich alpha-phase brittle skin. The conventional method of removing the brittle layer, by a mixture of hydrofluoric and nitric acid, left the wire with a rough, irregular surface and made it difficult to maintain a close dimensional tolerance.
A more successful method was achieved by through-feed centerless grinding, although this in turn demanded that the wire be straightened prior to grinding. Fortunately, at the same time we were developing a unique continuous-pulse straightening process for stainless steel wire, and this also worked for straightening titanium wire with the brittle skin. Spinner straightening, a process involving severe torsional permanent deformation, was considered undesirable because of the brittle layer, and because it is detrimental to the material's resiliency and flexibility.
The resulting product was somewhat disappointing, as it was observed quite accidentally that the wire took a set in its package, being elastically deformed from its natural straight length. The inference was that this wire would relax with time under light elastic forces and probably possessed no distinct yield point.
Interestingly enough, the late Dr. Begg, in a letter to my father in 1954, came to a similar conclusion about titanium wire and said it was too soft for his orthodontic purposes. The concept of using a low-modulus orthodontic wire was first realized by the late Professor J. Neil Greenwood of Melbourne University, my father's boss and mentor in metallurgy. The titanium wire was produced at the Melbourne University Metallurgy School and supplied to Dr. Begg in .018'' diameter for experimentation in orthodontics.
DR. P.C. KESLING Is TMA (titanium molybdenum alloy) the same material as beta titanium?
MR. WILCOCK Well, they both belong to a family of room-temperature beta-stabilized titanium alloys with similar properties, even though their compositions may vary slightly.
Notwithstanding my initial disappointment with the beta-phase alloy, we then proceeded to draw a much harder near-alpha-phase titanium alloy (6% aluminum, 4% vanadium), commonly used for spring making. As with beta titanium, near-alpha titanium can be age-heat-treated for improved strength of the cold-drawn material.
Galling was a serious problem during the drawing operation because of the extreme hardness of the alloy. This was subsequently overcome with suitable lubricants and alternate-solution heat treatments into the more ductile beta region. This alloy is somewhat different in that its molecular structure resembles a closely packed hexagon lattice, as opposed to the body-centered cubic beta titanium. Because of its hexagonal lattice, it possesses fewer slip planes, making it less ductile than beta titanium.
DR. P.C. KESLING How do slip planes influence the ductility?
MR. WILCOCK Slip planes are planes of atoms in a crystal that can glide past one another during permanent deformation. The more slip planes, the easier it is to deform the material. Body-centered cubic lattice structures are defined as having at least two planes of easiest slip, whereas a hexagonal lattice has only one active slip plane along its base, rendering it less ductile.
DR. P.C. KESLING Would you call this new alloy "alpha titanium"?
MR. WILCOCK Strictly speaking, there is a certain amount of beta phase retained at room temperature. It is usually referred to as a near-alpha alloy.
DR. P.C. KESLING Do any of these titanium alloys contain nickel?
MR. WILCOCK No, and for that reason they have found application with patients who are allergic to nickel.
DR. C.K. KESLING What other types of wires have you worked with?
MR. WILCOCK At the same time we were investigating the titanium alloys, Dr. Mollenhauer of Melbourne requested that we develop ultra-high-tensile stainless steel in fine, round wires a "supreme grade" specifically for initial alignment in lingual orthodontics where the brackets are closer together. But these wires were also found to optimize alignment in the labial Begg brackets by reducing the tenderness of the teeth and making tooth movement faster. The first wire was .010" diameter. With the next trial wire, .009'' diameter, clinical observations indicated two bonuses: that gentle alignment could be achieved concomitantly with intrusion, and that gingival health seemed better. These supreme wires have since been studied by the late Dr. R.J. Hazel of Melbourne University. He showed that our stainless steel wires had flexibility similar to that of beta titanium, but were nearly three times as resilient.
DR. C.K. KESLING What flexibility value would the near-alpha titanium alloy have?
MR. WILCOCK According to Dr. Hazel's article, somewhat less than beta titanium. Its flexibility was similar to that of gold alloys.
DR. P.C. KESLING For orthodontic purposes, I think a wire should display as little relaxation as possible.
MR. WILCOCK I agree, although when I see orthodontic appliances with welded attachments, using hard-drawn or aged materials, I sometimes wonder whether the orthodontist appreciates the loss in yield strength, the subsequent reduction in resiliency and flexibility, and the poor relaxation properties at the annealed weld zone. I understand that any stress relaxation can be overcome by frequent reactivation with heavier forces from the welded appliance, but this is in direct opposition to the continuous light force philosophy.
DR. C.K. KESLING Your "supreme" wire feels like the closest orthodontic wire to the nickel titanium alloys.
MR. WILCOCK We don't claim it has the same flexibility, but on the other hand, is all that flexibility necessary? It has good formability, and by engineering the yield stress and diameter we can approach the resiliency of nickel titanium.
DR. P.C. KESLING You mentioned your straightening process earlier. What's the difference between your process and spinner straightening?
MR. WILCOCK Spinner straightening is a mechanical process of straightening resilient materials, usually in the cold hard-drawn condition. The wire is pulled through high-speed rotating bronze rollers, which torsionally twist the wire into a straight condition. This can result in severe permanent deformation. If the wire is subsequently subjected to tension--or more particularly to bending, a form of reverse straining--the yield stress values in tension-compression would be less than that of the "as drawn" material, rendering it strain-softened.
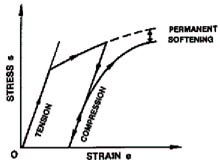
This subject is a very gray area in terms of high-tensile orthodontic wires. However, studies carried out on metals subjected to permanent torsional deformation have reported not just a lowering of the tensile yield stress value, but a more gradual rounding of the material stress-strain relationship at the yield region due to the Bauschinger effect (Fig. 4).
Dr. Bauschinger, a German engineer, first observed the relationship between permanent deformation and loss of yield strength about 100 years ago. If you permanently deform a metal in one direction, then its yield stress is reduced in the opposite direction. The effect does not apply in the direction to which the metal has been strained. Actually, this can be used to advantage after wire bending because of residual stresses left in the material, improving its elastic properties in the direction to which the wire has been deformed.
DR. P.C. KESLING Do you get this effect with your straightening process?
MR. WILCOCK No, the pulse straightening process does not involve any plastic deformation whatsoever. In fact, in our experience it has two distinct advantages: it permits us to straighten wires of the highest yield strengths, which was previously not possible; and it does not reduce tensile yield stress.
In many orthodontic appliances, particularly springs, straightening is a prerequisite to subsequent coiling and forming. By straightening wire with the highest possible yield stress and not suppressing its value during the straightening process, you obtain the highest possible flexibility and resiliency for orthodontic applications.
DR. C.K. KESLING What is the relationship between the type of wire used and the effectiveness of an uprighting spring?
MR. WILCOCK Certainly an important variable is the yield stress of the wire, and this is dependent on the prior deformation history of the material. From an engineering design standpoint, uprighting springs are torsion springs that are subjected to a bending moment when activated between archwire and bracket. This produces a normal stress in the spring material, assuming that the number of spring coils is small, and that the line of action between the hook and the leg is in the same plane. The spring index coil diameter to wire diameter should be as large as possible to avoid any significant reduction in the wire's working stress, in consideration of the stress concentration factor at the inside curvature of the coil and leg radii. In practice, this involves a dimensional compromise. Using a material with high yield stress permits the use of a smaller-diameter wire, creating a much lighter force.
DR. C.K. KESLING What effect is this relationship having on your current manufacturing?
MR. WILCOCK Much of the initial set and subsequent loss in activation may well be due to the bending moment within the spring exceeding the material yield stress at its weakest point--probably at the point of maximum deformation, which is subjected to reverse straining. We are at present translating this knowledge into the development of .011'', .012", and .014" uprighting springs with minimal relaxation. This necessitates using and maintaining during manufacture the highest possible material yield stress. Further evidence to support this concept was reported in a study in which our wires, with the highest tensile strengths and consequent yield stress, were the only wires to exhibit zero stress relaxation.
I cannot overemphasize the importance of an orthodontic wire having the highest possible yield stress, to provide zero stress relaxation and high flexibility and resiliency. We feel this approach is the best way to meet orthodontists' demands for light, continuous forces.
DR. P.C. KESLING Mr. Wilcock, thank you for sharing some of your knowledge and experience with us.